







亜鉛-低融合金属合金 ヒートジンク Item No. NIS-006

ヒートジンク 日新インダストリー株式会社
施工箇所の鋼材に亜鉛金属合金を加熱溶着させて、
亜鉛めっき皮膜を形成させる施工方法です
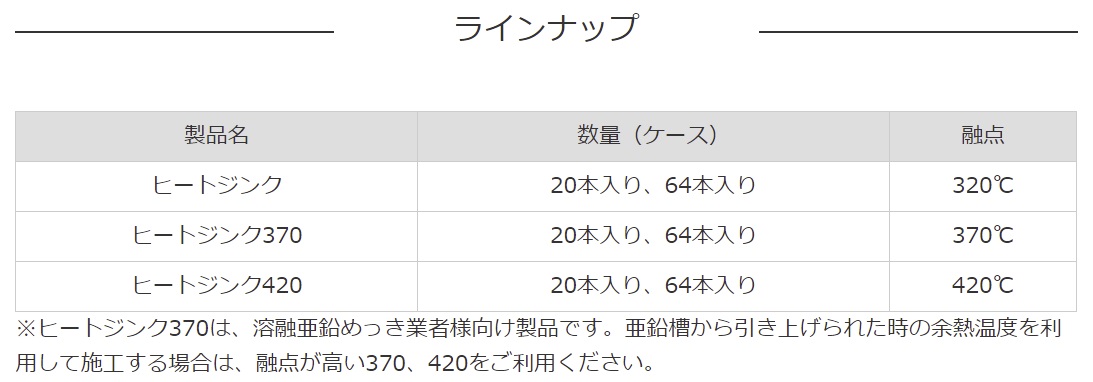
鋼材が亜鉛槽から引き上げられた時の鋼材余熱温度を利用して、
不めっき箇所を補修することができます
【用途】
・亜鉛めっき鋼材の溶接跡、切断面、穴あけ加工、亜鉛のタレ、
キズ、不めっき箇所等の錆止め補修
・塗料よりも、完全な補修をしたい箇所への補修
・鉄鋼材の⻑期防錆
〇お見積・ご購入をご希望のお客様へ〇
お問合せの際は、下記の情報をお教えください
・製品名(ラインナップよりお選びください)
・数量
・納入場所(お客様住所と異なる場合はお教えください)
・ご希望納期

- 販売単位:
- 1本から出荷可能(送料別途)
- Price :
- 2500 yen /本(参考価格) ※販売価格はお問合せください

◇亜鉛を主体とした低融点金属合金
施工箇所の鋼材に亜鉛金属合金を加熱溶着させて、亜鉛めっき皮膜を形成させる施工方法です
◇衝撃や磨耗に強い
ヒートジンクの施工箇所は、塗料と違い、金属を溶着させるため、補修した表面の硬さは、 塗料の硬さに比べて大きく、外的な衝撃や磨耗に対しても優れています
◇溶融亜鉛めっきの余熱温度を利用した施工方法
鋼材が亜鉛槽から引き上げられた時の鋼材余熱温度を利用して、不めっき箇所を補修することができます

施工方法
亜鉛めっきされた鋼材の不めっき箇所の補修例
●施工前の状態
不めっき箇所に錆が発生しています

●前処理
施工部を、サンダー等を使用し、スケールスラグや赤錆の汚れを除去してください

●前処理後
赤錆などの汚れを完全に除去した状態で、前処理は完了です

●加熱本製品は320℃で溶けますので、350℃程度までガスバーナー等で加熱します
※鉄表面に直接施工する場合は、鉄表面が青みがかかってきたときが350℃の目安です。亜鉛めっき面に施工する場合は、本製品を施工箇所に当ててみて、溶け出すかどうか、確認してください。

●施工
加熱した面の温度が下がらないうちに、本製品を施工部に押し広げて、亜鉛コーティングの皮膜を形成してください
この際、煙が出ますので、吸い込まないように換気に注意してください

●水洗
施工が終わりましたら、温度が下がらないうちに表面のフラックスの残渣を水洗いしてください

●施工完了
本製品は、吸湿性がありますので、なるべく一度に全部使い切ってください
金属の酸化を防ぐため、保管は冷蔵庫でお願いします
